
Prasa CNC do hydroformowania rur 4000 ton
Automatyczne urządzenie hydroformowania hydraulicznego pod wysokim ciśnieniem przeznaczone do produkcji komponentów motoryzacyjnych oraz innych przemysłowych elementów rurowych z metalu.
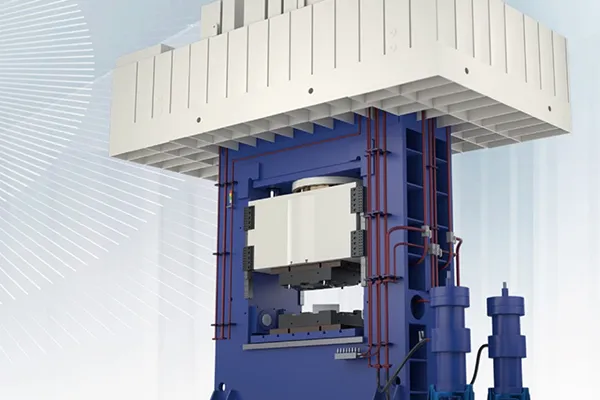
Prasy CNC do hydroformowania rur o nacisku 4000 ton są stosowane do produkcji lekkich, wysokowytrzymałych elementów konstrukcyjnych z rur, głównie dla przemysłu motoryzacyjnego i zastosowań przemysłowych. Ich konstrukcja została opracowana z myślą o aktualnych wymaganiach produkcyjnych dotyczących redukcji masy, poprawy jakości części oraz zwiększenia wydajności. Wraz z rozwojem technologii hydroformowania w kierunku większych, bardziej elastycznych i zautomatyzowanych linii produkcyjnych kluczową rolę odgrywają systemy precyzyjnej kontroli ultrawysokiego ciśnienia oraz serwohydrauliczne układy sterowania. Główne cechy pras CNC do hydroformowania rur obejmują:


- Zdolność pracy przy ultrawysokim ciśnieniu
Każda prasa hydroformująca wyposażona jest w dwa cylindry wzmacniające ciśnienie, co pozwala osiągnąć ciśnienie wewnętrzne do 400 MPa. Taki poziom ciśnienia umożliwia formowanie złożonych elementów o dużej deformacji i wysokiej granicy plastyczności materiału. - Dokładna kontrola ciśnienia
Kontrola ciśnienia w cylindrach wzmacniających utrzymywana jest w zakresie ±0,5 MPa, spełniając wymagania precyzyjnych procesów hydroformowania rur. - Sterowanie przemieszczeniem na poziomie mikrometrów
Czujniki przemieszczenia cylindrów wykrywają ruch z rozdzielczością do 0,001 mm. Podczas pracy rzeczywista dokładność pozycjonowania cylindrów bocznych utrzymywana jest w granicach ±0,1 mm, co umożliwia precyzyjne podawanie materiału podczas formowania. - Wydajne sterowanie serwohydrauliczne
Każdy cylinder hydrauliczny sterowany jest przez niezależny system serwo, osiągający prędkość do 110 mm/s. W porównaniu z tradycyjnym sterowaniem zaworami serwo system serwohydrauliczny reaguje szybciej i zapewnia wyższą wydajność przy podobnym poziomie kosztów.
| Pozycja | Jednostka | Wartość/specyfikacja | Uwagi | |
| Siła nominalna | KN | 40000 | ||
| Siła powrotu | KN | ≥1600 | ||
| Ciśnienie systemu hydraulicznego | MPa | 25 | ||
| Siła cylindrów bocznych | KN | 2500×4 | dwa cylindry na stronę (lewa i prawa) | |
| Skok cylindra głównego | mm | 600 | ||
| Skok cylindrów bocznych | mm | 180 | ||
| Maksymalna wysokość robocza | mm | 1350 | ||
| Dokładność sterowania dociskiem cylindra głównego i powolnym podawaniem cylindrów bocznych | mm | ±0.05 | rozdzielczość przemieszczenia 0,01 mm; dokładność zapewniona przez program sterowania | |
| Odległość między osiami cylindrów bocznych | mm | 830 | ||
| Moc silnika głównego | KW | 2×75 / 4×63.5 | podwójne pompy zębate; silniki serwo | |
| Wymiary robocze stołu | Lewo - prawo | mm | 2700 | odległość między powierzchniami cylindrów bocznych: 2700 |
| Przód - tył | mm | 1800 | ||
| Prędkość zamykania formy | Szybki dojazd | mm/s | około 300 | bez obciążenia |
| Wolny dojazd | mm/s | 28 | bez obciążenia; skok 15 mm | |
| Prędkość docisku | mm/s | 14 | podczas zamykania formy | |
| Prędkość powrotu | mm/s | około 220 | ||
| Prędkość cylindrów bocznych | Szybki dojazd | mm/s | 100 | bez obciążenia |
| Wolny dojazd | mm/s | 29 | pod obciążeniem: 25 MPa; skok 80 mm | |
| Prędkość powrotu | mm/s | 90 | bez obciążenia | |
| Prędkość cylindrów wzmacniających ciśnienie | Szybki dojazd | mm/s | 49 | bez obciążenia |
| Wolny dojazd | mm/s | 30 | pod obciążeniem: 25 MPa; skok 400 mm | |

Zużycie energii
W prasie CNC do hydroformowania zastosowano napędy z silnikami serwo, co zapewnia niższe zużycie energii oraz ograniczenie hałasu podczas pracy.

Wydajność kosztów
Zautomatyzowana produkcja bezobsługowa z integracją wielu operacji technologicznych poprawia wykorzystanie materiału i pomaga kontrolować całkowite koszty produkcji

Wydajność produkcji
Prasa hydroformująca wykorzystuje system dwóch form, co umożliwia produkcję dwóch części w jednym cyklu i zwiększa wydajność produkcji.

Inteligentne sterowanie
Zastosowano system sterowania serwo oparty na magistrali Beckhoff EtherCAT, zapewniający szybką komunikację oraz efektywne przetwarzanie danych w całym procesie produkcyjnym.

Precyzyjna kontrola
Wysokoprecyzyjny system serwohydrauliczny zapewnia dokładność sterowania w granicach ±0,1 mm, co umożliwia stabilne i powtarzalne wyniki formowania.
- Dokładność podawania materiału
Dokładność przesunięcia podawania: 0,01 mm
Dokładność skoku formowania: 0,02 mm - Dokładność kontroli ciśnienia wewnętrznego
Różnica synchronizacji między ciśnieniem wewnętrznym a podawaniem materiału: 0,002 s - Dokładność wykrawania w formie
Czas reakcji między wykrawaniem, ciśnieniem i osią podawania: 0,002 s
Dokładność średnicy otworu: ≤ 0,2 mm
Dokładność położenia otworu: ≤ 0,4 mm - Dokładność formowania gotowych elementów
Tolerancja profilu: ≤ 0,4 mm
Stopień pocienienia ścianki: < 15%