Elementy ramy pomocniczej formowane metodą hydroformowania
Hydroformowane rurowe komponenty do ram pomocniczych i systemów podwozia samochodowego

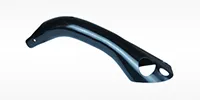
Te hydroformowane rury stanowią ważny element podwozia pojazdu. Dzięki formowaniu rur przy użyciu wewnętrznego ciśnienia hydraulicznego konstrukcja staje się lżejsza, a jednocześnie zachowuje wytrzymałość niezbędną do przenoszenia obciążeń działających na podwozie samochodu.
- Średnica rury Ø45–Ø160 mm
- Długość do 2400 mm
- Grubość ścianki 1.8–7.5 mm
- Zintegrowana jednoczęściowa konstrukcja: hydroformowane rury ramy pomocniczej są zazwyczaj formowane jako jeden element łączący lewy i prawy podłużny element konstrukcyjny z tylną belką poprzeczną. W niektórych konstrukcjach przednia belka poprzeczna oraz wsporniki mocowania nadwozia są dodatkowo spawane w celu kompletnego utworzenia ramy. Mniejsza liczba oddzielnych elementów i połączeń spawanych poprawia ogólną integralność i niezawodność konstrukcji.
- Zoptymalizowane parametry rur: średnica rury i grubość ścianki są dostosowywane do obciążeń, jakie dany element musi przenosić. Dzięki hydroformowaniu o zmiennym przekroju rura może być wzmocniona tylko w miejscach wymagających większej wytrzymałości, podczas gdy pozostała część pozostaje lżejsza. Pozwala to utrzymać właściwą równowagę między wytrzymałością a sztywnością podczas eksploatacji pojazdu.












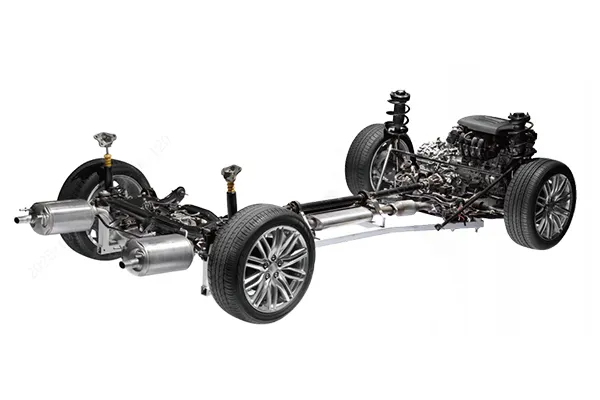
Hydroformowane rury ram pomocniczych są szeroko stosowane w nowoczesnej produkcji pojazdów, szczególnie w modelach średniej i wyższej klasy. Coraz więcej producentów samochodów wykorzystuje tę technologię w celu poprawy osiągów pojazdu, komfortu jazdy oraz ogólnej jakości wykonania. Hydroformowane rury ram pomocniczych są stosowane w pojazdach takich marek jak:
- BYD: Tang, Song, Yuan, Han, Qin, Dolphin, Seal, Sea Lion, Frigate, Denza, Yangwang, Fangchengbao
- GAC: GS3, GS8, AION V, Trumpchi E8
- Wuling: Baojun 510, Hongguang PLUS, Bingo
- Great Wall: Haval H6 (Guochao Edition), ORA Good Cat
- SAIC: i5, IMAX8, Century, Roewe RX5, MG7, MG EZS, Rising R7, Rising F7
- GM: Cadillac, Buick E4, Buick E5
- Geely: Xingyue L
- Znacząca redukcja masy
Zastąpienie tłoczenia i spawania elementów z blachy procesem hydroformowania rur pozwala zmniejszyć całkowitą masę ramy pomocniczej o ponad 20%. Przyczynia się to do poprawy osiągów pojazdu, zmniejszenia zużycia paliwa oraz ograniczenia emisji. - Niższy całkowity koszt
Hydroformowane ramy pomocnicze wykorzystują mniej elementów i narzędzi niż konstrukcje tłoczone i spawane, co pozwala ograniczyć koszty oprzyrządowania, obróbki oraz pracy spawalniczej. Mniejsza liczba komponentów i form upraszcza zarządzanie BOM, zmniejsza koszty materiałowe i narzędziowe, eliminuje operacje spawania, ogranicza deformacje spawalnicze oraz redukuje koszty związane z kontrolą jakości. Usunięcie stanowisk spawalniczych obniża także nakłady inwestycyjne na wyposażenie oraz całkowite koszty majątku produkcyjnego. - Wysoka wytrzymałość i sztywność
Jednoczęściowe hydroformowane konstrukcje rurowe zapewniają wyższą wytrzymałość i sztywność, umożliwiając bardziej efektywne przenoszenie sił i momentów między kołami a nadwoziem pojazdu. Poprawia to stabilność prowadzenia, komfort jazdy oraz bezpieczeństwo pojazdu w sytuacjach kolizyjnych. - Elastyczność projektowania i zagospodarowania przestrzeni
Hydroformowane rury mogą być formowane zgodnie z układem podwozia i wymaganiami konstrukcyjnymi, umożliwiając tworzenie złożonych kształtów przy jednoczesnym bardziej efektywnym wykorzystaniu przestrzeni. Większa swoboda projektowania pomaga optymalizować ogólną konstrukcję podwozia.
- Kompetencje technologiczne
Zajmujemy się hydroformowaniem rur od ponad 10 lat i jesteśmy uznani za krajowe przedsiębiorstwo wyspecjalizowane i innowacyjne typu „Little Giant”. Posiadamy 97 patentów, w tym 43 patenty wynalazcze oraz 1 patent PCT, a nasze technologie obróbki rur są certyfikowane zgodnie z normą IATF 16949. Dokładność formowania osiąga poziom zaawansowany w skali międzynarodowej, przy stopniu pocienienia podczas rozszerzania ≤15% oraz płaskości powierzchni odniesienia w granicach 0,15 mm. Opracowane przez nas urządzenia do hydroformowania rur kosztują około jedną trzecią ceny importowanych systemów hydroformowania, przy porównywalnych parametrach pracy. - Zdolności produkcyjne i wydajność
Do 2024 roku produkcja wzrosła do około 10 milionów hydroformowanych rur podwoziowych. Komponenty te są stosowane w około 4,3 miliona pojazdów, co daje nam około 16% udziału w globalnym rynku. W zakładzie w Anhui działa 15 zautomatyzowanych linii produkcyjnych wspieranych przez system MES i inteligentne magazynowanie, a wskaźnik uzysku w produkcji seryjnej przekracza 99%. - Zintegrowany łańcuch przemysłowy
Prowadzimy we własnym zakresie rozwój produktów, projektowanie kompletnych linii produkcyjnych oraz systemów sterowania CNC, w tym procesów gięcia rur i hydroformowania. Nasze urządzenia pracują przy ciśnieniu do 400 MPa, z dokładnością sterowania w granicach ±0,5 MPa. Dzięki współpracy z producentami stali, takimi jak Baosteel, oraz własnemu centrum oprzyrządowania jesteśmy w stanie reagować na zapotrzebowanie na narzędzia w ciągu 72 godzin. Żywotność narzędzi jest o około 50% dłuższa niż średnia branżowa, a integracja wielu procesów pozwala ograniczyć koszty wewnętrznej logistyki. - Pozycja rynkowa i zrównoważony rozwój
Nasze produkty są dostarczane do znanych producentów OEM, takich jak BYD, Volkswagen, GM i NIO, co w 2024 roku zapewniło nam wysokie uznanie klientów. Dzięki zakładom produkcyjnym w Ningbo i Anhui nasze procesy technologiczne pozwalają skrócić długość spoin spawalniczych o 20 milionów metrów rocznie, co przekłada się na redukcję emisji CO₂ o około 400 000 ton rocznie

Etap gięcia rur
Proste rury są gięte do wymaganego kształtu przy użyciu giętarki do rur. Pocienienie ścianki utrzymywane jest na poziomie do 10%, aby przygotować element do kolejnych etapów formowania.

Etap wstępnego formowania
Stosowane są konwencjonalne metody formowania, które nadają rurze podstawowy kształt wymagany przed końcowym procesem formowania.

Etap hydroformowania
Do wnętrza rury wprowadza się ciecz pod wysokim ciśnieniem przy zamkniętych obu końcach rury. Kontrolowane ciśnienie powoduje rozszerzenie rury do ostatecznego kształtu, utrzymując pocienienie ścianki na poziomie do 15%, umożliwiając formowanie małych promieni oraz korygując drobne niedoskonałości powstałe podczas wstępnego formowania.