






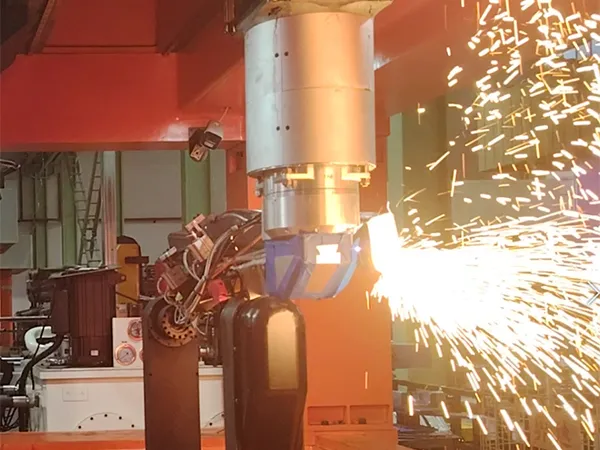
16-osiowa dwustanowiskowa wycinarka laserowa 3D
Zrobotyzowany system obróbki laserowej 3D składający się z dwóch 6-osiowych głowic do cięcia laserowego oraz czterech osi obrotowych
16-osiowe, dwustanowiskowe wycinarki laserowe 3D są przeznaczone do wysokoprecyzyjnej obróbki złożonych elementów metalowych, w tym nieregularnych rur, komponentów karoserii samochodowej, elementów ze stali formowanej na gorąco oraz kształtowych profili metalowych. Skoordynowany ruch wielu osi oraz dwie niezależne głowice tnące umożliwiają jednoczesną obróbkę różnych części, zwiększając wydajność bez utraty dokładności. Przyjazne dla użytkownika sterowanie oraz rozbudowana biblioteka parametrów cięcia umożliwiają łatwą zmianę i dostosowanie ścieżek cięcia, a dwustanowiskowa konfiguracja wieloosiowa znacząco zwiększa całkowitą wydajność produkcji.
| Specifikacja | ||||||||||||||||
| Zakres ruchu | 2950 mm | 2950 mm | 1380 mm | 1380 mm | 730 mm | 730 mm | ±180° | ±180° | ±180 | ±180° | ±135 | ±135° | NX360° | NX360° | ±10 mm | ±10 mm |
| Maksymalna prędkość | 120 m/min | 120 m/min | 80 m/min | 80 m/min | 120 m/min | 120 m/min | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 20 m/min | 20 m/min |
| Maksymalne przyspieszenie | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 25 rad/s2 | 25 rad/s2 | 25 rad/s2 | 25 rad/s2 | 125 rad/s2 | 125 rad/s2 | 125 rad/s2 | 125 rad/s2 | 10 m/s² | 10 m/s² |
| Powtarzalność | ±0.025 mm | ±0.025 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.025 mm | ±0.025 mm |
| Moc silnika | 5 kW | 5 kW | 5.5 kW | 5.5 kW | 5.5 kW | 5.5 kW | 0.62 kW | 0.62 kW | 0.62 kW | 0.62 kW | 0.37 kW | 0.37 kW | 0.75 kW | 0.75 kW | 0.2 kW | 0.2 kW |
| Moc lasera | 6000 W | |||||||||||||||
| Maksymalne obciążenie uchwytu | 100 kg (środek ciężkości uchwytu w odległości 200 mm od osi) | |||||||||||||||
| Wymiary całkowite (długość × szerokość × wysokość) | 6800×4300×5200 mm | |||||||||||||||
| Wga całkowita | Około 30 t | |||||||||||||||
Rozwiązania w zakresie cięcia laserowego 3D są szeroko stosowane do precyzyjnej obróbki stali węglowej, stali nierdzewnej, stopów tytanu oraz stopów aluminium w takich branżach jak motoryzacja, przemysł lotniczy, pojazdy szynowe, urządzenia medyczne oraz obróbka blach.

Nieregularne elementy rurowe
komponenty podwozia samochodowego, ramy motocykli, układy wydechowe samochodów oraz sprzęt fitness.

Tłoczone elementy karoserii i osłon
panele nadwozia samochodowego, próbki narzędziowe, kabiny pojazdów oraz komponenty pojazdów elektrycznych.

Elementy ze stali formowanej na gorąco
poprzeczki dachowe, dolne struktury nadwozia, wzmocnienia boczne (słupki A, B i C) oraz przednie przegrody nadwozia.

Niezależna obróbka dwutorowa
Większość systemów laserowych 3D z 5 osiami wykorzystuje jedną głowicę tnącą, co często wymaga ponownego mocowania nieregularnych rur w celu zakończenia procesu cięcia. Dodatkowe operacje manipulacyjne mogą wpływać na dokładność. Dwie niezależne głowice tnące, w połączeniu z konfiguracją 16 osi i czterema zewnętrznymi osiami obrotowymi, umożliwiają obróbkę złożonych elementów w jednym zamocowaniu. Dzięki realizacji całego procesu w jednym ustawieniu zmniejsza się ryzyko błędów pozycjonowania i utrzymywana jest stabilna dokładność cięcia.

Szybkie sterowanie dwutorowe z podążaniem
Podczas cięcia laserowego odległość między głowicą tnącą a materiałem musi pozostać stała. Jeśli wysokość powierzchni zmienia się, głowica musi odpowiednio dostosować swoją pozycję, w przeciwnym razie pogorszy się jakość cięcia. System wykorzystuje szybkie sterowanie podążające FANUC HSP, które umożliwia natychmiastowe dopasowanie pozycji głowicy do zmian powierzchni, utrzymując stabilną szczelinę cięcia przez cały proces.
Efektywne programowanie
- Centrum cięcia laserowego oraz rzeczywista pozycja obrabianego elementu są odwzorowane w oprogramowaniu w skali 1:1. Programowanie i testowanie mogą rozpocząć się wcześniej, bez konieczności oczekiwania na wykonanie oprzyrządowania lub przeprowadzania czasochłonnego pozycjonowania trójpunktowego podczas konfiguracji.
- Automatyczna optymalizacja ścieżki ruchu jest zintegrowana z procesem programowania 5-osiowego, co pozwala eliminować ryzyko kolizji oraz ograniczenia osi, zmniejszając złożoność programowania i zwiększając wydajność.
- Symulacja ruchu generuje przestrzenne objętości trajektorii, które rejestrują ruch głowicy tnącej, oprzyrządowania oraz powiązanych komponentów. Ułatwia to identyfikację stref kolizji i wspiera projektowanie uchwytów lepiej dopasowanych do rzeczywistej przestrzeni roboczej.

Niezależne ustawienia procesu dla dwóch torów
Sterowanie dwukanałowe pozwala na niezależne ustawienie parametrów każdego toru cięcia, z możliwością zapisania do 30 zestawów parametrów na kanał, co znacznie ułatwia dostosowanie procesu przy zmianie warunków produkcji. Sterowanie przebiegiem mocy lasera pomaga zapobiegać powstawaniu zadziorów w narożach oraz ogranicza ryzyko przegrzania, co zapewnia stabilną jakość przy złożonych kształtach. Poziomy obróbki mogą być ustawiane w zakresie od 1 do 10. Wyższe poziomy koncentrują się na dokładności, a niższe umożliwiają większą prędkość cięcia. Różne poziomy obróbki mogą być stosowane także na tej samej rurze, co pozwala zrównoważyć szybkość i precyzję w zależności od wymagań procesu.

Wydajna zautomatyzowana obróbka dwustanowiskowa
Dwustanowiskowy system robotycznego załadunku i rozładunku umożliwia ciągłą pracę systemu, ograniczając operacje ręczne oraz skracając czas przygotowania materiału do obróbki.