
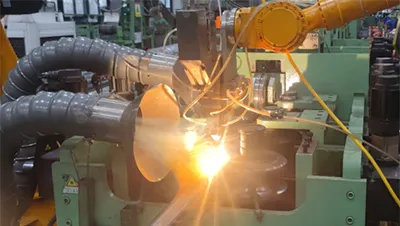
Linia do szybkiego spawania laserowego rur (linie produkcji rur i przewodów)
Zintegrowany system produkcji rur spawanych laserowo do metalowych elementów rurowych stosowanych w motoryzacji i przemyśle, o prędkości do 15 m/min i dokładności spoiny 0,1 mm





- Moc lasera: 15000–45000 W
- Prędkość spawania: 8–15 m/min
- Wytrzymałość spawanego materiału: > 800 MPa
- Grubość spawanego materiału: < 4 mm
- Dokładność spawania: < 0,1 mm
- Wydajność materiałowa: > 96%
- Odkształcenie rury po spawaniu: ≤ 1,5 mm/m
- Wytrzymałość spoiny: brak pęknięć po próbie rozwalcowania, zgodność z normą GB/T 34204-2017
Przebieg procesu
Rozwijanie i prostowanie → spawanie doczołowe taśmy → magazyn buforowy → wyrównywanie taśmy → frezowanie krawędzi → wstępne formowanie → formowanie końcowe → śledzenie spoiny → czyszczenie laserowe → podgrzewanie laserowe → spawanie laserowe → podgrzewanie po spawaniu → kalibrowanie → kontrola prądami wirowymi → prostowanie rury → znakowanie laserowe → cięcie na długość → automatyczne układanie → transport AGV → magazynowanie wyrobów gotowych
- Kontrola jakości spoiny
Spoiny muszą być jednolite pod względem wyglądu i wytrzymałości oraz spełniać rygorystyczne wymagania jakościowe. Należy unikać typowych problemów takich jak porowatość, pęknięcia, niepełne przetopienie, przepalenie oraz odkształcenia spawalnicze. - Złożoność urządzeń
Linie spawania laserowego łączą wiele systemów w jednym procesie, w tym podawanie materiału, frezowanie krawędzi, formowanie rur, spawanie laserowe, cięcie na długość, kontrolę prądami wirowymi online oraz robotyczny rozładunek. Koordynacja technologii mechanicznych, elektrycznych, optycznych i materiałowych powoduje wysoki poziom złożoności technicznej. - Stabilność systemu sterowania
Aby utrzymać wysoką wydajność spawania i stabilną jakość, system opiera się na zaawansowanej automatyce i inteligentnym sterowaniu, które stabilizują proces produkcyjny. - Automatyzacja i inteligentne sterowanie
Parametry spawania muszą być dokładnie i w czasie rzeczywistym dostosowywane do zmieniających się warunków produkcji. Zaawansowana automatyzacja i inteligentne systemy sterowania są kluczowe dla utrzymania wydajności i powtarzalności procesu. - Dostosowanie do różnych materiałów
Urządzenia spawalnicze muszą obsługiwać szeroki zakres materiałów, średnic rur oraz grubości ścianek, szczególnie w przypadku stali o ultrawysokiej wytrzymałości powyżej 800 MPa.
- Precyzyjne sterowanie napędem i ruchem
Stabilna prędkość spawania jest osiągana dzięki zastosowaniu 15 wysokoprecyzyjnych serwonapędów w połączeniu z adaptacyjnym sterowaniem i sprzężeniem zwrotnym w czasie rzeczywistym. Umożliwia to szybkie reagowanie systemu na zmiany podczas spawania i utrzymanie płynnego ruchu. - Technologia wizyjna i czujniki
System wizyjny Cognex oraz czujniki monitorują spoinę podczas procesu spawania. Pozwalają one wcześnie wykrywać defekty i przekazywać informacje do systemu monitorowania, dzięki czemu proces spawania pozostaje pod kontrolą. - Zintegrowany rozwój zaawansowanych technologii spawania laserowego
Zwiększenie wydajności i jakości spawania wymaga ścisłej integracji automatyzacji i inteligentnego sterowania. Rozwój koncentruje się na szybkim spawaniu laserowym (do 15 m/min) oraz procesach spawania laserowego o wysokiej mocy dla rur ze stali o wysokiej wytrzymałości. Kluczowe obszary obejmują śledzenie spoiny, szybkie i precyzyjne pozycjonowanie, kontrolę defektów oraz dokładność formowania. W procesie rozwoju uwzględnia się również symulacje konstrukcji lekkich komponentów oraz ocenę ich parametrów, co wspiera tworzenie w pełni zautomatyzowanych linii do laserowego spawania rur ze stali o wysokiej wytrzymałości.
Monitorowanie prędkości spawania w czasie rzeczywistym
Czujniki i systemy sprzężenia zwrotnego monitorują prędkość spawania podczas pracy i w czasie rzeczywistym dostosowują ją do wymaganych parametrów.
Optymalizacja parametrów poprzez testy
Różne prędkości spawania są testowane w kilku próbach, aby określić najbardziej odpowiednie ustawienia prędkości i przyspieszenia. Następnie parametry te są dopracowywane poprzez kolejne testy i regulacje, aż do osiągnięcia stabilnej i dokładnej kontroli procesu spawania.
Wysoka moc lasera
Zakres mocy spawania laserowego wynosi od 15000 W do 45000 W, co umożliwia stabilne spawanie rur o różnych średnicach i grubościach.

Wysoka prędkość spawania
Prędkość produkcji może osiągać do 15 m/min, co umożliwia ciągłą i wydajną produkcję rur.

Wysoka dokładność spawania
Odchylenie spoiny utrzymywane jest w granicach 0,1 mm, co zapewnia stabilną jakość spawania.

Kompatybilność ze stalą o wysokiej wytrzymałości
Urządzenie zaprojektowano do spawania stali o wytrzymałości powyżej 800 MPa, powszechnie stosowanych w motoryzacji.

Wysoka wydajność materiałowa
Wykorzystanie materiału przekracza 96%, co ogranicza ilość odpadów i poprawia ogólną wydajność produkcji.