Centrum Technologiczne Motorbacs zostało utworzone w kwietniu 2022 roku i obecnie liczy ponad 80 specjalistów. Struktura organizacyjna obejmuje dwa główne działy: Dział Projektów oraz Dział Technologii Inżynieryjnej.
Dział Projektów obejmuje sekcję przeglądu projektów, sekcję rozwoju nowych projektów, sekcję projektów produkcji seryjnej oraz sekcję rozwoju dostawców. Dział Technologii Inżynieryjnej obejmuje sekcję modelowania i analiz, sekcję technologii oprzyrządowania i form, sekcję oprzyrządowania i przyrządów kontrolnych, sekcję planowania linii produkcyjnych, sekcję inżynierii produkcji, sekcję wdrażania procesów i standardowych kosztów oraz sekcję testów i laboratoriów.
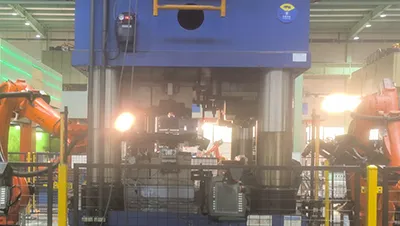
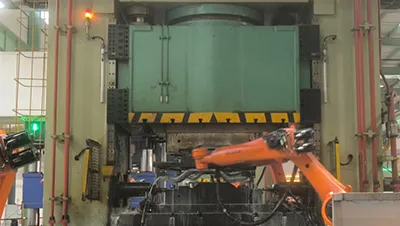
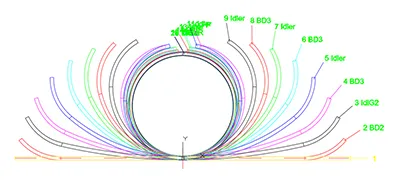
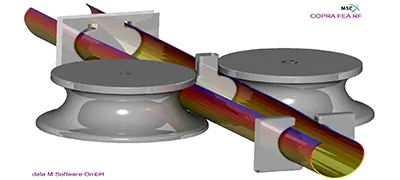
Centrum Technologiczne integruje wiele kluczowych funkcji, w tym projektowanie produktów, symulacje i rozwój prototypów; projektowanie, symulację i produkcję oprzyrządowania; projektowanie, symulację i wdrażanie linii produkcyjnych; rozwój nowych projektów; zarządzanie projektami produkcji seryjnej; monitorowanie projektów; zarządzanie kosztami oraz rozwój zasobów. Pełni rolę kompleksowego centrum innowacji i stanowi główny motor ciągłego rozwoju technologicznego.




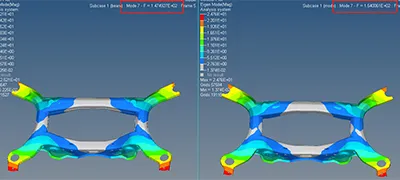
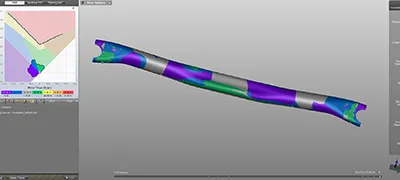
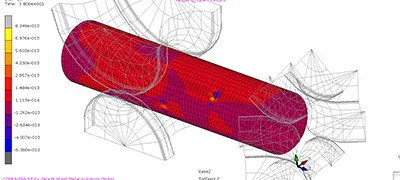
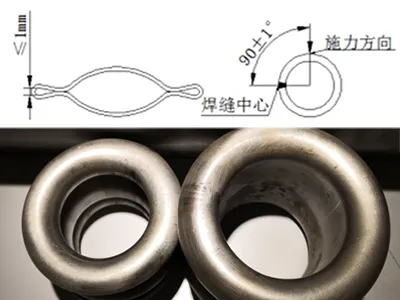
Posiadamy doświadczony zespół inżynierów specjalizujących się w projektowaniu oprzyrządowania oraz przyrządów kontrolnych. Do tej pory zaprojektowano ponad dwieście zestawów form i przyrządów kontrolnych dla projektów belki skrętnej podwozia oraz wahaczy wzdłużnych. Zespół posiada wysokie kompetencje w zakresie analizy CAE, modelowania 3D oraz zaawansowanych technologii projektowania powierzchni.
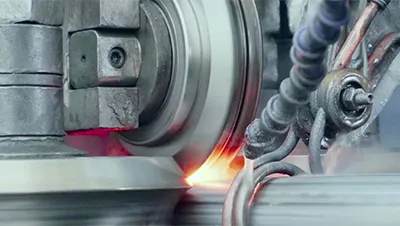
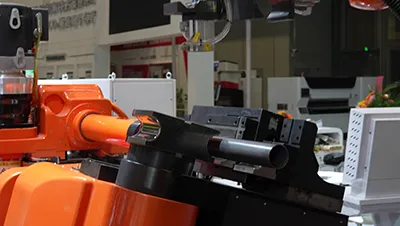
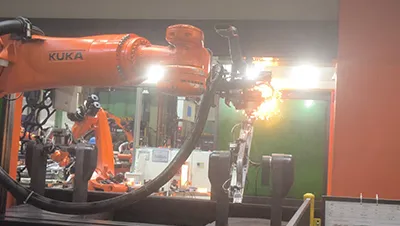
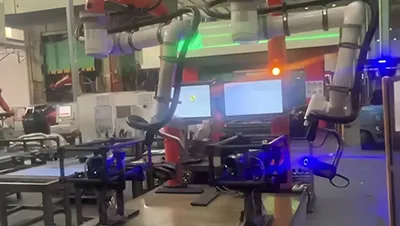
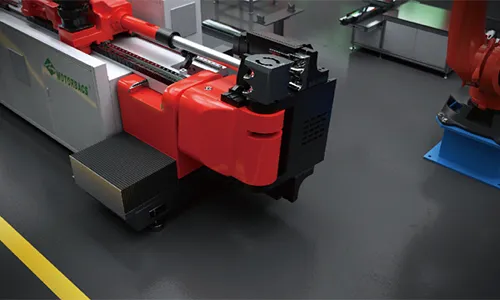
Obecne możliwości produkcji oprzyrządowania obejmują trzy bramowe centra obróbcze, dwa wysokowydajne centra frezarskie, dwadzieścia cztery pionowe centra obróbcze, cztery tokarki CNC oraz trzy maszyny do cięcia drutowego. Dzięki tym zasobom wszystkie procesy obróbki i produkcji oprzyrządowania oraz przyrządów mogą być realizowane wewnętrznie, z wyjątkiem obróbki cieplnej oraz obróbki pięcioosiowej.